
Im Bereich der Präzisionsfertigung herrscht der weitverbreitete Irrglaube, dass höhere Dichte gleichbedeutend mit größerer Steifigkeit und damit höherer Präzision sei. Die Granitbasis mit einer Dichte von 2,6–2,8 g/cm³ (7,86 g/cm³ bei Gusseisen) erreicht eine Präzision, die den Mikrometer- oder sogar Nanometerbereich übertrifft. Hinter diesem scheinbar kontraintuitiven Phänomen verbirgt sich das tiefe Zusammenspiel von Mineralogie, Mechanik und Verarbeitungstechniken. Im Folgenden werden die wissenschaftlichen Grundlagen anhand von vier Hauptaspekten analysiert.
1. Dichte ≠ Steifigkeit: Die entscheidende Rolle der Materialstruktur
Die "natürliche wabenförmige" Kristallstruktur des Granits
Granit besteht aus Mineralkristallen wie Quarz (SiO₂) und Feldspat (KAlSi₃O₈), die durch ionische/kovalente Bindungen eng miteinander verbunden sind und eine ineinandergreifende, wabenartige Struktur bilden. Diese Struktur verleiht ihm einzigartige Eigenschaften:

Die Druckfestigkeit ist mit der von Gusseisen vergleichbar: Sie erreicht 100-200 MPa (100-250 MPa bei Grauguss), aber der Elastizitätsmodul ist niedriger (70-100 GPa gegenüber 160-200 GPa bei Gusseisen), was bedeutet, dass es unter Krafteinwirkung weniger wahrscheinlich plastische Verformung erfährt.
Natürliche Entspannung: Granit hat über Hunderte von Millionen Jahren geologischer Prozesse durchlaufen, wodurch die inneren Restspannungen gegen null tendieren. Beim Abkühlen von Gusseisen (mit einer Abkühlrate > 50 °C/s) entstehen innere Spannungen von bis zu 50–100 MPa, die durch künstliches Glühen abgebaut werden müssen. Ist diese Behandlung nicht gründlich genug, neigt das Material bei langfristiger Nutzung zu Verformungen.
2. Die „Mehrfachdefekt“-Metallstruktur von Gusseisen
Gusseisen ist eine Eisen-Kohlenstoff-Legierung und weist im Inneren Defekte wie Flockengraphit, Poren und Schwindungsporosität auf.
Graphitfragmentierungsmatrix: Lamellengraphit entspricht inneren „Mikrorissen“, was zu einer Reduzierung der tatsächlichen tragenden Fläche von Gusseisen um 30–50 % führt. Obwohl die Druckfestigkeit hoch ist, ist die Biegefestigkeit gering (nur 1/5–1/10 der Druckfestigkeit), und es besteht eine Neigung zu Rissen aufgrund lokaler Spannungskonzentrationen.
Hohe Dichte, aber ungleichmäßige Massenverteilung: Gusseisen enthält 2 % bis 4 % Kohlenstoff. Beim Gießen kann es durch Entmischung des Kohlenstoffs zu Dichteschwankungen von ±3 % kommen, während Granit eine gleichmäßige Mineralverteilung von über 95 % aufweist und somit die strukturelle Stabilität gewährleistet.
Zweitens, der Präzisionsvorteil geringer Dichte: doppelte Unterdrückung von Wärme und Vibrationen
Der "inhärente Vorteil" der thermischen Verformungskontrolle
Der Wärmeausdehnungskoeffizient variiert stark: Granit liegt bei 0,6–5 × 10⁻⁶/°C, Gusseisen hingegen bei 10–12 × 10⁻⁶/°C. Nehmen wir als Beispiel eine 10 Meter lange Basis. Wenn sich die Temperatur um 10 °C ändert:
Granit-Ausdehnung und -Schrumpfung: 0,06–0,5 mm
Ausdehnung und Kontraktion von Gusseisen: 1-1,2 mm
Dieser Unterschied führt dazu, dass Granit in einer präzise temperaturkontrollierten Umgebung (wie z. B. ±0,5℃ in einer Halbleiterwerkstatt) nahezu keine Verformung erfährt, während Gusseisen ein zusätzliches thermisches Kompensationssystem erfordert.
Unterschied in der Wärmeleitfähigkeit: Die Wärmeleitfähigkeit von Granit beträgt 2–3 W/(m·K) und ist damit nur 1/20–1/30 derjenigen von Gusseisen (50–80 W/(m·K)). Bei Erwärmung von Anlagen (z. B. wenn die Motortemperatur 60 °C erreicht) beträgt der Oberflächentemperaturgradient von Granit weniger als 0,5 °C/m, während er bei Gusseisen 5–8 °C/m erreichen kann. Dies führt zu ungleichmäßiger lokaler Ausdehnung und beeinträchtigt die Geradheit der Führungsschiene.
2. Der "natürliche Dämpfungseffekt" der Schwingungsunterdrückung
Mechanismus der internen Energiedissipation an Korngrenzen: Mikrorisse und Korngrenzengleiten zwischen Granitkristallen können Schwingungsenergie schnell dissipieren, mit einem Dämpfungsgrad von 0,3–0,5 (während dieser bei Gusseisen nur 0,05–0,1 beträgt). Das Experiment zeigt, dass bei einer Schwingungsfrequenz von 100 Hz Folgendes gilt:
Die Amplitude von Granit benötigt 0,1 Sekunden, um auf 10 % abzufallen.
Gusseisen benötigt 0,8 Sekunden
Dieser Unterschied ermöglicht es, dass Granit in schnell beweglichen Anlagen (wie dem 2 m/s schnellen Abtasten des Beschichtungskopfes) sofort stabilisiert wird, wodurch der Defekt von „Vibrationsmarken“ vermieden wird.
Der umgekehrte Effekt der Trägheitsmasse: Geringe Dichte bedeutet, dass die Masse bei gleichem Volumen kleiner ist und somit die Trägheitskraft (F=ma) und der Impuls (p=mv) des beweglichen Teils geringer ausfallen. Wird beispielsweise ein 10 Meter langer Granit-Portalrahmen (12 Tonnen) mit 1,5 g beschleunigt, reduziert sich im Vergleich zu einem Gusseisenrahmen (20 Tonnen) der Antriebskraftbedarf um 40 %, die Stoßbelastung beim Anfahren und Anhalten wird verringert und die Positioniergenauigkeit weiter verbessert.

III. Durchbruch bei der „dichteunabhängigen“ Präzision der Verarbeitungstechnologie
1. Anpassungsfähigkeit an die Ultrapräzisionsbearbeitung
Kontrolle des Schleif- und Polierprozesses auf Kristallebene: Obwohl Granit eine höhere Härte (6–7 auf der Mohs-Skala) als Gusseisen (4–5 auf der Mohs-Skala) aufweist, ist seine Mineralstruktur homogen und kann durch Diamantschleifen in Kombination mit magnetorheologischem Polieren atomar abgetragen werden (Schichtdicke < 10 nm). Die Oberflächenrauheit Ra kann dabei 0,02 μm (Spiegelglanz) erreichen. Aufgrund der in Gusseisen enthaltenen weichen Graphitpartikel tritt beim Schleifen jedoch häufig der sogenannte „Pflugeffekt“ auf, wodurch die Oberflächenrauheit nur schwer unter Ra 0,8 μm sinkt.
Der Vorteil der CNC-Bearbeitung durch geringe Belastung: Bei der Bearbeitung von Granit beträgt die Schnittkraft aufgrund der geringen Dichte und des niedrigen Elastizitätsmoduls nur ein Drittel derjenigen von Gusseisen. Dies ermöglicht höhere Drehzahlen (100.000 U/min) und Vorschubgeschwindigkeiten (5000 mm/min), wodurch der Werkzeugverschleiß reduziert und die Bearbeitungseffizienz gesteigert wird. Ein Beispiel für die Fünf-Achs-Bearbeitung zeigt, dass die Bearbeitungszeit für Führungsschienennuten aus Granit 25 % kürzer ist als die für Gusseisen, während die Genauigkeit auf ±2 µm verbessert wird.
2. Unterschiede in der „kumulativen Wirkung“ von Montagefehlern
Die Kettenreaktion der Gewichtsreduzierung von Bauteilen: Komponenten wie Motoren und Führungsschienen können in Kombination mit leichten Grundplatten gleichzeitig leichter gestaltet werden. Wird beispielsweise die Leistung eines Linearmotors um 30 % reduziert, verringern sich auch seine Wärmeentwicklung und Vibrationen entsprechend, wodurch ein positiver Kreislauf aus „verbesserter Präzision und reduziertem Energieverbrauch“ entsteht.
Langfristige Präzisionserhaltung: Granit ist 15-mal korrosionsbeständiger als Gusseisen (Quarz ist beständig gegen Säure- und Laugenkorrosion). In einer Halbleiterumgebung mit saurem Nebel beträgt die Änderung der Oberflächenrauheit nach 10 Jahren Nutzung weniger als 0,02 µm, während Gusseisen jährlich geschliffen und ausgebessert werden muss, was zu einem kumulativen Fehler von ±20 µm führt.
IV. Industrielle Belege: Das beste Beispiel dafür, dass geringe Dichte nicht gleichbedeutend mit geringer Leistung ist
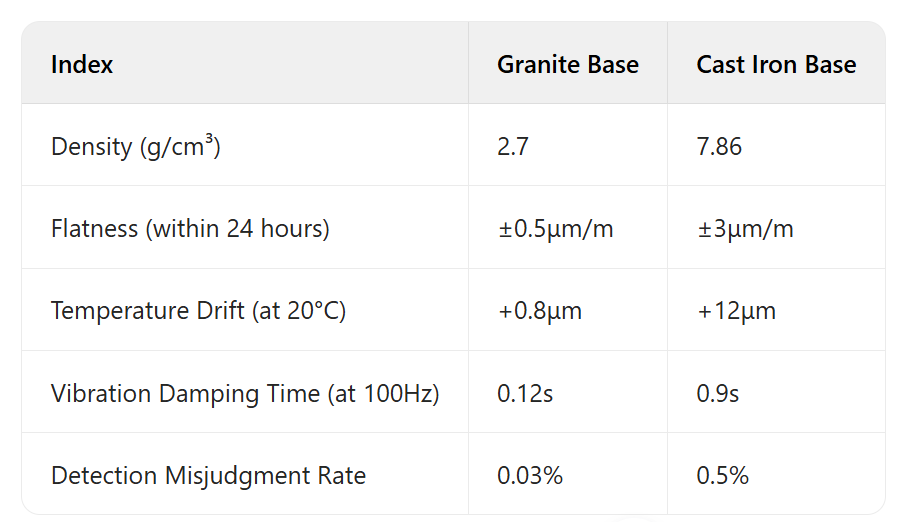
Halbleiterprüfgeräte
Vergleichsdaten einer bestimmten Wafer-Inspektionsplattform:
2. Optische Präzisionsinstrumente
Die Halterung des Infrarotdetektors des James-Webb-Teleskops der NASA besteht aus Granit. Durch die Nutzung seiner geringen Dichte (wodurch die Nutzlast des Satelliten reduziert wird) und seiner geringen Wärmeausdehnung (stabil bei extrem niedrigen Temperaturen von -270 °C) wird eine optische Ausrichtungsgenauigkeit im Nanometerbereich gewährleistet, während gleichzeitig das Risiko einer Sprödigkeit von Gusseisen bei niedrigen Temperaturen ausgeschlossen wird.
Fazit: „Konträre“ Innovationen in der Materialwissenschaft
Der Präzisionsvorteil von Granitfundamenten liegt im Wesentlichen in der Materiallogik „Strukturelle Gleichmäßigkeit > Dichte, Temperaturwechselbeständigkeit > einfache Steifigkeit“. Die geringe Dichte hat sich nicht nur nicht als Schwäche erwiesen, sondern durch Maßnahmen wie die Reduzierung der Trägheit, die Optimierung der Wärmeregulierung und die Anpassung an ultrapräzise Bearbeitungsprozesse sogar zu einem Quantensprung in der Präzision geführt. Dieses Phänomen verdeutlicht das Kerngesetz der Präzisionsfertigung: Materialeigenschaften sind das Ergebnis eines umfassenden Gleichgewichts multidimensionaler Parameter und nicht die einfache Summe einzelner Indikatoren. Mit der Entwicklung der Nanotechnologie und umweltfreundlicher Fertigungsmethoden verändern Granitwerkstoffe mit geringer Dichte und hoher Leistungsfähigkeit die industrielle Wahrnehmung von „schwer“ und „leicht“, „starr“ und „flexibel“ und eröffnen neue Wege für die High-End-Fertigung.

Veröffentlichungsdatum: 19. Mai 2025